- 800-338-0027
- Contact Us
SEARCH Part # or Keyword:
PRODUCT SEARCH:
Enter a keyword or part number in the box below:
 * Part numbers for
* Part numbers for Adjusta-Point
Center hole not quite on center?
 Ideally, workpieces for lathes and grinders will have center holes drilled exactly in the center, ensuring perfect concentricity. But in the real world of high-paced machining, this is not always the case. Off-center deviations of just a few thousandths will drastically reduce machining accuracy.
Ideally, workpieces for lathes and grinders will have center holes drilled exactly in the center, ensuring perfect concentricity. But in the real world of high-paced machining, this is not always the case. Off-center deviations of just a few thousandths will drastically reduce machining accuracy.
Reworking of parts may also cause their center holes to be no longer concentric with the machined surfaces.
Bad center holes are an occasional nuisance, but Riten has engineered a new tool that can turn potential scrap into accurately machined parts.
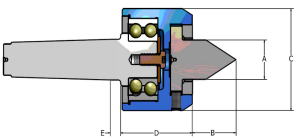
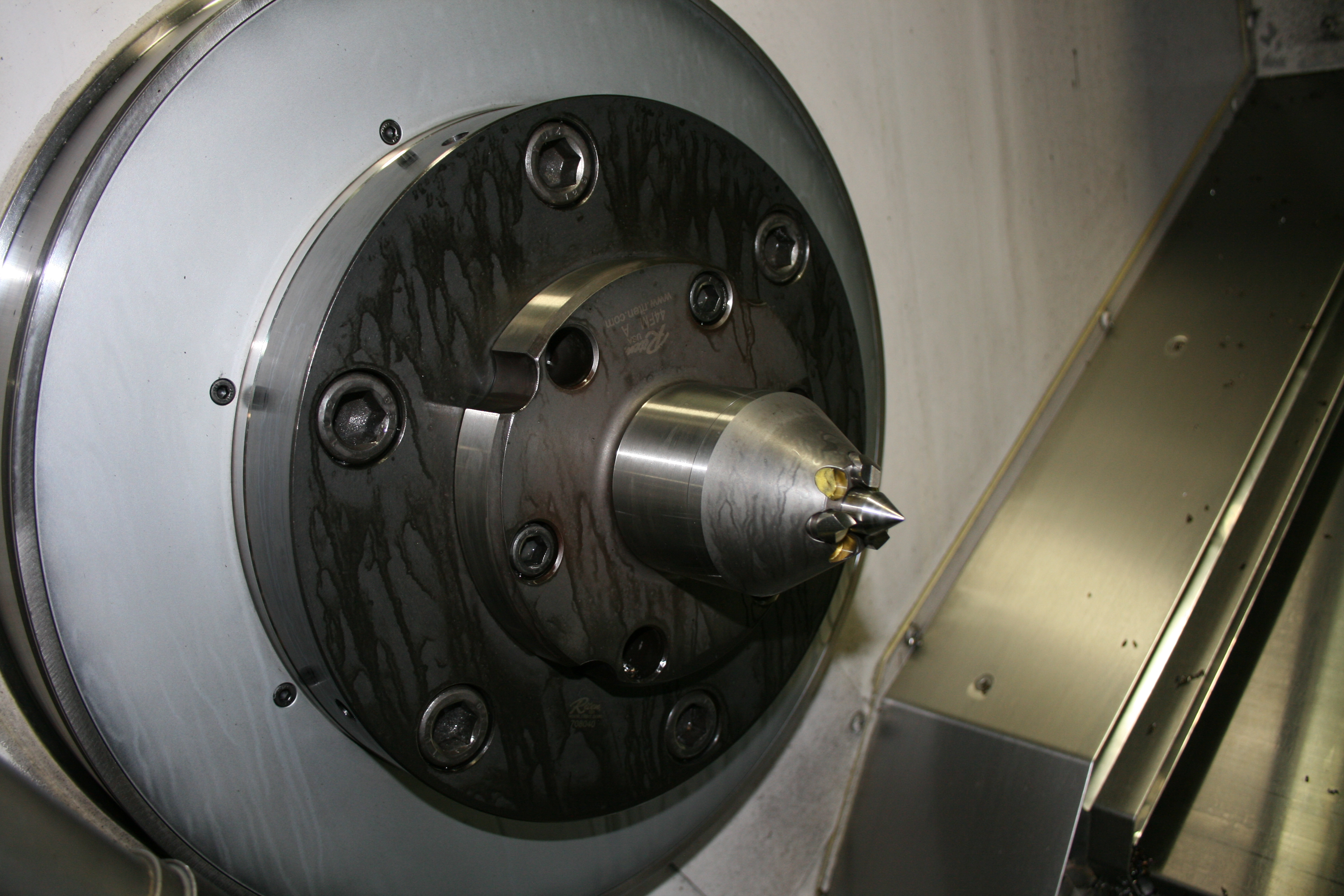
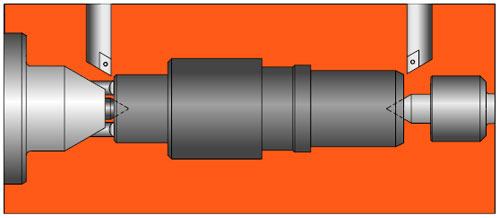
The Adjusta-Point Radial Compensating Live Center

Adjusting screws can move point .030” in any direction.
This center started out as a “custom special” for a customer who wanted to salvage expensive workpieces
with mis-drilled center holes. It is equipped with four external adjusting screws that can move the point radially up to .030” in any direction. The adjustable point locates in the center hole, centering the part by offsetting the deviation.
With the center engaged, the part is rotated using an indicator to check concentricity. Then the screws are adjusted to offset the variance and center the part. In other words, as you indicate your part in, the Adjusta-Point live center is acting like a four-jaw chuck.
are adjusted to offset the variance and center the part. In other words, as you indicate your part in, the Adjusta-Point live center is acting like a four-jaw chuck.
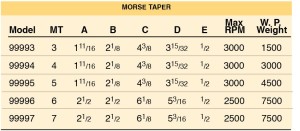
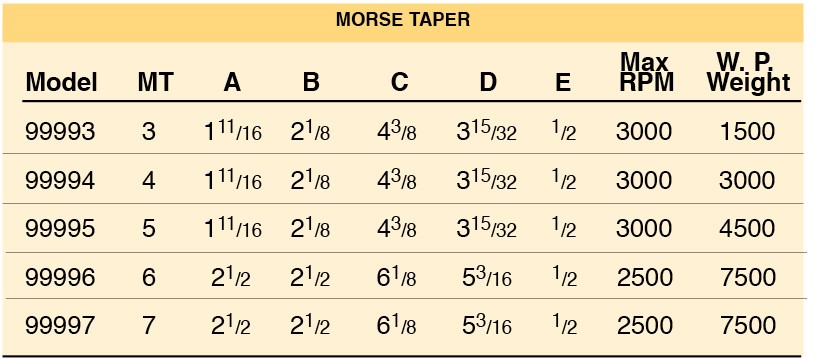
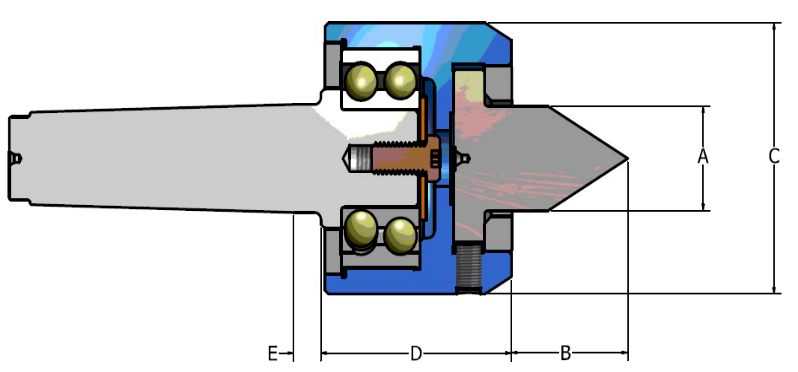
Adjusta-Point Specifications
The word has spread about this center’s remarkable capabilities to the point that it is no longer a
“special.” Adjusta-Point live centers are now in stock as catalog items in 3, 4, 5, 6, and 7 Morse tapers. Other tapers, along with special point dimensions and other modifications are available on request.
If bad center hole parts are a problem in your shop, give Riten a call at 1-800-338-0027 or send an email with your requirements to sales@riten.com.
A Common, but Often Overlooked Cause of Bad Parts: Tailstock Repair
Every lathe and grinder operator has at one time or another  struggled with workpieces that are out of round, tapered, or have poor finish. The “quick fix is typically replacing centers or replacing spindle bearings. The problem goes away initially only to reoccur a short time later.
struggled with workpieces that are out of round, tapered, or have poor finish. The “quick fix is typically replacing centers or replacing spindle bearings. The problem goes away initially only to reoccur a short time later.
More often than you’d think, the problem can be traced to wear and tear on the machine’s tailstock. Riten has repaired, rebuilt and redesigned dozens of tailstocks, and can show you how to isolate the trouble spots and fix the problem.
Inspection System
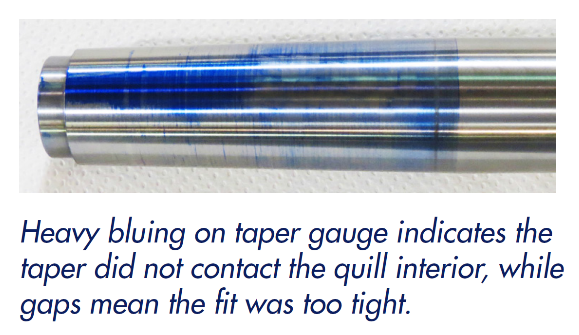
We first inspect the mounting taper, which is a prime culprit. Bluing the ID with a taper gauge will highlight out-of-roundness or other visible damage. Any large gaps or heavy bluing are sure signs of a damaged taper.
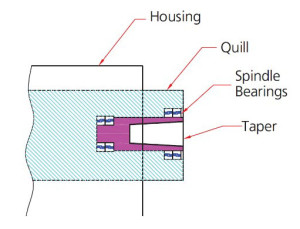
We then check to be sure that the taper is concentric to the quill, and that the quill fits properly in the housing. If it’s a live tailstock with a rotating spindle, we also inspect the spindle for wear or damage, and the bearing journals for proper size, condition, and concentricity.
A Recent Example
We received a very large quill for repair. The customer reported that the bearings had failed to the point that the spindle would no longer rotate. The 60˚ taper point was only slightly worn, but the spindle bearings were irreparably damaged. There was also noticeable wear to the bearing seats, and obvious wear on the spindle bearing journals, damaging both the quill and the spindle.
that the spindle would no longer rotate. The 60˚ taper point was only slightly worn, but the spindle bearings were irreparably damaged. There was also noticeable wear to the bearing seats, and obvious wear on the spindle bearing journals, damaging both the quill and the spindle.
We determined that the most economical solution was to remanufacture the spindle bearing journals and lightly grind the taper to remove wear and restore concentricity. Magnetic particle inspection of the rebuilt spindle was performed  to ensure its structural integrity. New bearings were installed, making sure that they were properly matched for size and correctly mounted.
to ensure its structural integrity. New bearings were installed, making sure that they were properly matched for size and correctly mounted.
Since the damage to the quill ID was extensive, new bearing surfaces were ground to the proper size. Care was taken to maintain concentricity between the bearing ID and OD of the quill. 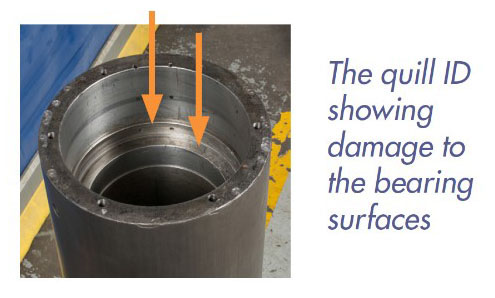
The final step was to insert the new spindle and bearing assembly into the quill. With a quill of this size, a complex slip fit procedure was required. The spindle was encased in dry ice, and a heater was inserted into the quill causing the spindle to shrink and the housing to expand. The spindle was then lowered into the quill, and when both were returned to ambient temperature, a precise fit was accomplished. The completed quill was then run off to ensure the bearings were functioning properly.


A final word about bearing failure. The first signs of excessive wear are noise and elevated temperatures. It is at this point that a routine bearing replacement should be considered. Continually ignoring these signs will lead to catastrophic bearing failure and a more costly repair/rebuilding process.
Workholding has become a documented rotational science, and Riten is a leading authority and your best source for help with any problems. We’re here to help you, so call us and we’ll give you solid answers to operational questions and experienced advice on a surprising array of machine tooling problems.
The Importance of Safety at Riten Industries
Although National Safety Month ended in June, we are constantly working to ensure that our products are safe, reliable and exceed industry requirements. The products that we manufacture for the various industries that we serve undergo strict reliability and safety tests.
The aerospace industry relies on us for live centers, dead centers, face drivers and custom workholding products. These products are tested and inspected thoroughly before being delivered to our customers. We also perform tests to ensure that our products are manufactured to tight tolerances and can withstand extreme conditions. Strict reliability is important so that our customers receive a high quality and safe product each and every time.
Another aspect that can impact safety is versatility. Our products are manufactured to be extremely adaptable and supportive in various environments. For example, our heavy duty live centers can handle weights in excess of twenty thousand pounds. We also offer other products that can handle even more weight, providing the customer with a safe and reliable product.
Riten Industries also follows a detailed remanufacturing process to make sure our repair products and other services are safe. We carefully inspect and repair all items. Our team then thoroughly tests the product to ensure it meets our new product specifications. Depending on the product, we also certify it for use and provide a new warranty.
Remember, we are always working hard to make sure we provide our customers with safe and reliable products and services. Our high quality products, along with our knowledgeable team, work together to make sure we continue to exceed safety requirements and provide you with the best possible live and dead center and face driver buying experience.
Riten Industries Live Centers: Helping Make Wind Turbines Work
Did you know that wind energy cuts CO2 emissions, and that, according to the Energy & Policy Institute, while typical energy grids produce 800g of CO2 per KWH generated, wind energy displaces all of that?
Furthermore, did you know that, due to its increasing demand and recognition as a cleaner source of power, the wind energy industry plans to double wind energy use in the U.S. by 2020, and boost use from 4% today to 20% of electrical output by 2030?*
So what do wind energy, Riten Industries, and our clients have in common? A lot, actually. At its most basic, a wind turbine is made up of rotor blades, from which energy is transferred to the rotor, a shaft, which connects to the center of the rotor, and a generator, which produces the electrical voltage. When the wind hits the blades, the rotor spins, and the shaft spins as well. The rotor transfers the mechanical, rotational energy to the shaft, spinning the generator and causing it to produce electricity.

Those are the basics. However, going beyond that, there are a variety of parts that make this all happen. And that’s where we come in. We provide our expertise to shaft manufacturing—without which, wind energy wouldn’t be possible.
Our live centers are a critical part of the shaft manufacturing process. Our live centers are expertly made and provide superior holding power, which means parts can be turned accurately and quickly at high production rates, leading to the best possible shaft manufacturing in an efficient, cost-effective manner. Our live centers stand up to very demanding equipment—as demanding as the wind energy industry requires—and we can provide live centers for everything from the initial turning operation through subsequent operations, including induction heat treating, straightening, grinding, and more. The fact is, the high demands of wind turbines call for an exceptionally well-made shaft, and the demands of the shaft require the best live centers available. And as demand for wind energy grows, we’re ready to continue meeting these needs.
*http://www.renewableenergyfocus.com/view/38308/windpower-2014-day-one-report/
Riten Client Case Study: Increasing Efficiency and Ensuring Solutions
At Riten Industries, our products are counted on to provide workholding solutions to countless clients—clients who depend on them to make their work more efficient and effective.
One example of a solution we provided is for a global manufacturer of industrial transfer, process, and circulation pumps. They produce a family of pump shafts of varying lengths and diameters that are turned on an Okuma LB4000EX CNC lathe and subsequently ground on a cylindrical grinder.
When the plant’s HD Products supervisor wanted to explore his options to make the machining more efficient, while possibly eliminating the grinding operation, he turned to an Okuma distributor, the Morris Midwest Division of the Morris Group, who turned to us at Riten.
Our engineers reviewed all part prints and machining data, determining that the existing dual-operation three jaw chuck and dead center method should be replaced by a flange-mounted mechanically compensating face driver, allowing for complete end-to-end machining without reversing the part.
One of the considerations they had to take into account was that the Okuma lathe had a servo-driven tailstock, which complicated the measurement of applied force against the driven part. When engineers measured the force of the new machine, they discovered it to be below that required by the already purchased and installed face driver.
While this would be a problem with a typical hydraulically compensating or disk type face driver, our Riten model is a mechanically compensating unit. Allen Boehnlein, our Midwest Regional Manager, calculated that the mechanical design could allow the removal of up to three of the six drive pins, reducing the surface contact area and increasing the effective force from the tailstock; test runs in this configuration achieved excellent drive pin penetration. Boehnlein then noted the standard parameters used to ensure the best performance from face drivers.
Cutting tools needed for the required surface finish and to eliminate the need for grinding were provided, and then testing was done. They found the new Riten face driver accomplished significantly lower run times—up to a 38.9% reduction—and reduced setup times.
The HD Products supervisor was so pleased with the results, he decided to run all Global Gear and HD Shafts, a family of over 50 discreet parts, using the same process. We were also highly pleased, and happy we could ensure yet another satisfied customer.
Meeting the Challenging and Growing Demands of Spline Rolling
Spline rolling is one of the most popular and economical manufacturing processes for creating an involute tooth form. This cold forming process offers many advantages in the manufacture of automotive and power transmission shafts, motor shafts, pump shafts, axles and other parts where there is a need to transmit torque. Global manufacturers count on spline rolling for its ability to produce splines, grooves, and threads at production rates of up to 300 parts per hour.
Simply put, spine rolling uses paired racks mounted in a spline rolling machine to roll highly complex geometric shapes into metal parts between centers. Many shafts are turned between centers with a face driver, and then have the splines rolled between centers. Both processes are between centers resulting in superior parts produced at a lower per piece cost when compared to more traditional methods.

At Riten, we are seeing increasing numbers of inquiries for spline rolling live centers, due to its prevalence and proven results. Due to the global scope of automotive manufacturing the demand for spline rolling equipment is increasing, and therefore, so is the demand for the tooling we provide.
In fact, we are known as the premier supplier of spline rolling live centers for both OEMs and end user production facilities. Our live centers are designed specifically for the spline rolling industry, as well as specifically for each application. The spline rolling process requires live centers with extreme accuracy and rigidity, as well as concentricity and coaxiality. Our live centers meet and exceed all of these demands.
In addition to standard live centers, we can manufacture custom centers specific to each part or a family of parts. Because of our quality, experience, and expertise, our live centers for spline rolling are counted on by Anderson Cook one of the world’s leading manufacturers of spline rolling machines. Automotive parts manufacturers like GKN, Linamar and American Axle, in addition to motor manufacturers like Baldor, all count on Riten Industries for face drivers and spline rolling live centers.
If your facilities could benefit from spline rolling, and you need live centers of the highest quality, contact us with any questions, or check out our website for more information.
STEM Education: Why it Matters to Everyone
Manufacturing in America is bouncing back in a big way, and there are many reasons why. One of the biggest ones is innovation—the technology and thought leadership that’s prevalent in manufacturing in this country is second-to-none, and it’s making us truly competitive.
This same innovation and technology is changing the face of manufacturing, making it more exciting and more stimulating than ever. And yet, while the industry is growing and jobs are opening, there aren’t enough young people to fill the positions. This skills gap is a real challenge, and is projected to get worse unless we solve the problem soon.

Most experts agree that the best way to address this is through STEM education; science, technology, engineering, and math training for young people of all ages can get them excited about careers in STEM, get them properly prepared for these careers, and address the skilled labor shortage.
While education beyond high school is very important for all young people’s futures, traditional four-year universities don’t have to be the only choice. In fact, technical colleges provide excellent skills training and preparation for a good career, with less debt and often more bang for your buck. There is a real need for machinists, automation
professionals, programmers, and more, and technical schools give hands-on training that lead to promising, fulfilling, stable careers in this great industry.
We can also do more to reach children, even before it’s time for them to consider the next step after high school. Personally, we actively engage in local STEM education programs, including our involvement with Newberg High School. We’ve helped support their machines shop program, donating live centers and machines, where the students got actively involved. They even created engines like these!
Working with the passionate teachers there, including Terry Cross, and the dedicated students was a great honor for us, and a reminder of how and why STEM education is so crucial. The future of manufacturing lies in these young Americans, and when they get the training and skills they need, everybody wins.
How to Choose the Right Center for Your Needs
One of the most common questions we come across from clients are what factors need to be considered when selecting the right center for a particular job. We’d like to help simplify and demystify the process.
Assuming centers of equal quality, what differentiates them is the application, capacity, and price. There are centers that are made for specific processes and specialty applications—spline-rolling, gear hobbing, gear grinding, heavy duty, etc.—and if you have a specific application; you will be able to find the right center for just that.
It’s when you get into a broader range of tools, where multiple live centers fit an application, that it can get a bit confusing. In these cases, pay attention to the workpiece weight rating, a.k.a. how much the parts weigh. Live centers with higher weight ratings have larger bearings, more capacity, and significantly longer lifespans than lighter duty tools. Just remember: you don’t buy tooling and run it at the maximum weight; you want some wiggle room. You’re always better off buying a live center that has more capacity than your largest parts. You get what you pay for when it comes to accuracy life.

Keep in mind that while specialty centers are designed for specific applications, the 80/20 rule applies: 80% of applications fall within similar ranges, so there will be multiple centers that can work.
Selecting a Riten live center means getting quality and performance. But to help ensure you select the right one, here are some other factors to keep in mind:
- Determine the machine’s taper—Morse Tapers are the most common, particularly in lathes, while Morse, Jarno and Brown & Sharpe Tapers can be found in grinders. Unsure? We can help.
- Determine work piece weight and compare it to the capacity of the live center. Consider cutting forces as well and leaving yourself a comfortable margin.
- Determine required operating speed. Most lathes don’t reach over 5,000 RPM’s, and most grinding machines rarely reach over 500 RPM’s. The centers designed specifically for grinders don’t perform well at the high RPM typical of turning applications.
- Determine the point style that’s best for your application.

{kind=link}
We have the largest selection of live centers in the industry, and the knowledge and experience to help guide you to the exact right one. Contact us with any questions and we’ll help you choose the best center for you.
Say the Words that Everyone Wants to Hear…
Made in the USA– It’s not a cliché; it’s a lifestyle for those of us who believe in quality workmanship and a dedication to the tradition of American pride. It is the industry that built America and the American dream.
The manufacturing sector took a hit in the 1970s when overseas opportunities presented companies with lower costs. As many industries closed up U.S. production facilities, the manufacturing sector was forced to eliminate jobs that had sustained our capable workforce. The winds have changed and the economic outlook is looking up for American manufacturing.
To continue to grow U.S. manufacturing, consumers must understand how important it is to support products that carry the Made in the USA label. One organization, American Made Matters®, has a mission to “educate consumers that buying US-made products strengthens the American dream.” The National Association of Manufacturers wants you to think about these facts:
- Manufacturing supports an estimated 17.2 million jobs in the United States—about one in six private-sector jobs. Nearly 12 million Americans (or 9 percent of the workforce) are employed directly in manufacturing.
- Manufacturers in the United States are the most productive in the world, far surpassing the worker productivity of any other major manufacturing economy, leading to higher wages and living standards.
By buying American made products, each dollar spent invests $1.35 in the economy and if each family spent just $64 of their holiday budget on products made in the U.S., 200,000 jobs could be created. How could spending a few dollars make such an impact? What people don’t realize is that manufacturing supports a long list of other industries including other manufacturers.
So, if one manufacturer is doing well and expands production, the machine makers and parts manufacturers see an increase in business also. More business for one leads to more business (and jobs) for many.
Here at Riten Industries we fully understand the importance of a strong U.S. manufacturing sector. In business since 1933, and a family-owned company since the 1960s, we once considered outsourcing. Realizing that our quality standards could not be met, we committed to continue to produce the high quality products our customers expect from us in the U.S. Our family is the small town of Ohio and our exceptionally skilled workforce. Riten is homegrown in the heartland, now and forever.
Why and How to Choose a Face Driver
As any manufacturer knows, the industry is as demanding and competitive as ever, with efficiency and productivity requirements that are more than a little challenging. That’s why any tool that can increase productivity and quality, without breaking the bank, is more than welcome. One such tool is the face driver.
So what exactly is a face driver, how does it work, and how do you go about choosing one? We’re here to help.
Face Driving 101
A face driver, simply put, allows you to machine the entire length of a work piece in one operation, as the whole work piece is exposed for machining. Because you don’t have to flip the part during the production process, accuracy and efficiency are increased significantly.
Consisting of two main components—the carrier body and the mounting—the latter locates the driver in the machine using Morse taper shank or a flange mount. Either design can be chucked using soft jaws instead of direct mounting. The drive head contains a hydraulic or mechanical compensating medium, drive pins and center point. The actual face driving process consists of simple two-step clamping: centering followed by clamping. The compensating medium in the face driver assures equal penetration of the drive pins despite variations in the surface or in the squareness of the face.
As compared to traditional machining which requires multiple operations, face driving makes it possible to machine the work piece in one simple operation. To see how easy this can be look at a face driving video on our web site.
Some of the Many Benefits Include:
Complete turning in one operation; greater accuracy and quality; aggressive machining (as much as ¼” per side);increased repeatability;faster load times; utomatic part loading; elimination of the need to face irregular or out-of-square faces; and many more…
Selecting the Right Face Driver
Not a problem. Simply contact us, fill out a few forms to ensure the right selection based on your application and needs, and we will select your driver. Want even more help? Call, fax or email us and a face driver technical specialist will further guide you: call 800-338-0027; fax 800-338-0717; email quotes@riten.com.
FEATURED PRODUCT

Adjusta-Point Radial Compensating Live Centers
Point can relocated .030” in any direction to compensate for center holes that are not quite on center.