- 800-338-0027
- Contact Us
SEARCH Part # or Keyword:
PRODUCT SEARCH:
Enter a keyword or part number in the box below:
 * Part numbers for
* Part numbers for Product Releases
GROWTH OF CUSTOMIZED WORKHOLDING
By Mitchell Kirby, Riten Industries, Inc.
Metalworking is becoming increasingly specialized, with manufacturers of lathes and grinders offering a variety of capacities, bed lengths and other options. This promises the user the ability to create custom machining solutions to “meet any production need.” While this is true to a point, standard options have their limits, and truly customized machines cost more and have extended delivery times. However, the demand for unique production operations can frequently be satisfied by a simple custom engineered workholding solution rather than an expensive dedicated machine. In my 26 years at Riten Industries, I’ve seen explosive growth in customer specials, which make up 40 percent of our sales. It started years ago as a quote to provide extra tool clearance by changing the point length and diameter of a standard live center (Figure 1). Grinder operators also requested dead centers in nonstandard lengths and point diameters (Figure 2). This allowed grinding various part lengths, which saved setup time by eliminating the need to reposition the machine tailstock and recenter the machine. These types of requests led to the creation of a new production cell for specials. The relatively simple dimensional modifications to existing products were, for many years, the sole workload for the specials department.
Bad Parts? Check the Tailstock
By Mitchell Kirby, Riten Industries, Inc.
 Every lathe and grinder operator has, at onetime or another, struggled with workpieces that are out of round, tapered or have poor finish. The “quick fix” is typically replacing centers. The more involved fix requires replacing spindle bearings that appear to have failed prematurely. In either case, the problem goes away initially, only to reoccur a short time later. In time, and after needless downtime and material and labor costs, it will become obvious that these measures are treating the symptoms, not the root causes of rejected parts.
Every lathe and grinder operator has, at onetime or another, struggled with workpieces that are out of round, tapered or have poor finish. The “quick fix” is typically replacing centers. The more involved fix requires replacing spindle bearings that appear to have failed prematurely. In either case, the problem goes away initially, only to reoccur a short time later. In time, and after needless downtime and material and labor costs, it will become obvious that these measures are treating the symptoms, not the root causes of rejected parts.
For the purposes of this article, let’s assume the cutting tools or grinding wheel are appropriate to the task, that the workpiece center hole is appropriately sized, and the center (live or dead) is suitable for the machine and load.
> Read the Full Article
Consistent Compensation
Reprinted from Cutting Tool Engineering – August 2007
Southern Illinois Crankshaft Inc., Red Bud, Ill., machines billet crankshafts for oil-industry pumps and high-performance diesel engines, including ones used in tractor-pull competitions.SIC processes the parts in a twin-spindle Okuma MacTurn 550-W multifunction turning center. The machine has a W-axis, or live spindle, where the tailstock would be on a single-spindle lathe. President Michael Schaefer said, “We are basically turning the Okuma into a tailstock machine.” Until recently, SIC supported the part end opposite the chuck with a dead center clamped in the W-axis spindle. The spindle’s servomotor generated the axial pressure needed to hold the part securely during machining. But variations in stock length, as well as thermally induced changes in part size during machining, often changed the axial load, “It wasn’t a good situation,” said Schaefer. “When you are machining a bar stock crankshaft, its temperature changes and the part can either get longer or shorter. A couple thousandths one way or another may mean a large load or no load.” Too much axial pressure can cause a part to bind and eventually shut down the machine; insufficient pressure allows a part to move during machining. The variety and volume of SIC’s work were also considerations. The crankshaft stock varies in size from about 2 1/2″ in diameter and 24″ long to 12″ in diameter and more than 70″ long. Part volume isn’t high. “We do a lot of short-term stuff, where you have to remove a lot of chips,” Schaefer said. Handling small lots effectively requires quick changeovers, but using the machine’s servo to adjust the axial load for the different-size parts consumed too much time. Seeking to make the axial pressure more consistent, SIC conferred with Riten Industries Inc., Washington Court House, Ohio, a developer and manufacturer of live and dead centers and face drivers. Riten offers standard products, as well as application-specific workholding systems. According to Travis Horton, Riten vice president of sales, “Half our business is special workholding.”
In response to SIC’s inquiry, Riten produced a linear-compensating live center designed to be clamped in the chuck if the W-axis spindle. The device consists of a straight-shank live center that fits into a cylindrical housing against a spring. An access plug at the rear of the housing enables the spring to be changed easily. Riten included four different springs, color-coded to identify their deflection rates. The system provides 0.500″ of travel. When a part is put in the machine, it’s set up with 0.250″ of preload, making 0.250″ of compensation available.
Dale McMillian, Riten’s director of R&D, said a compensating center enables a shop to locate a part in a machine according to the stock length specified in the part print. “Should the stock be long or short or be subject to thermal elongation, the center still provides sufficient axial load to do the machining operations and not impose a load on the servo or overload the ballscrew,” he said. Schaefer explained: “The springs are interchangeable so you can get the load you want. For a larger, heavier part, which requires more load, you put a larger spring in. For a light piece that you don’t want to deflect too much, you put a light spring in.”
McMillian said cutting parameters and part weight determine the appropriate spring. He added that Riten’s relationship with spring makers facilitate obtaining springs to match applications that fall between the ranges of the springs Riten provides. The Riten system simplifies changeover. “The compensating center allowed us a lot more flexibility and is a lot easier on the machine,” Schaefer said. “Once we saw what it would do, we got more interested in it. Now that we’ve got it, we just absolutely enjoy it.”
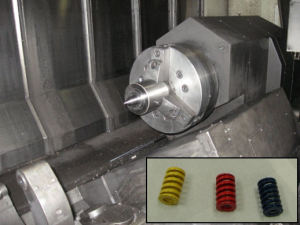 Southern Illinois Crankshaft chucks a linear-compensating live center from Riten Industries in the W-axis spindle of an Okuma turning center. INSET: Color-coding identifies the deflection rates of springs (three of four shown) provided with Riten’s linear-compensating live center.
Southern Illinois Crankshaft chucks a linear-compensating live center from Riten Industries in the W-axis spindle of an Okuma turning center. INSET: Color-coding identifies the deflection rates of springs (three of four shown) provided with Riten’s linear-compensating live center.
Riten Super Duty Live Centers
Once again Riten Industries confirms their position as the world leader in live center technology by completing the manufacturing of this massive live center for one of the largest defense contractors in the United States. The live center handles a workpiece weight of well over 100,000 thousand pounds and is accurate to less than .0002.
For more information contact:
sales@riten.com

FEATURED PRODUCT

Adjusta-Point Radial Compensating Live Centers
Point can relocated .030” in any direction to compensate for center holes that are not quite on center.